Inrock HDD Hydraulics Calculator is a designed specifically for professionals in the Horizontal Directional Drilling industry. The app enables users to perform calculations to use the available hydraulic energy efficiently to clear cuttings from the bottom of the hole. This improves tool-cleaning, reduces cuttings re-grind to increase the cutting action efficiency and reduces pack-off and balling-up risk. By minimizing mechanical wear on the shirttail and cutting structure, the tool can achieve its full bearing life potential (kRevs).
Key features:
Comprehensive calculations. Instantly compute Delta P, Jet Velocity and material displacement by inputting pilot hole diameter, reaming diameter(s), mud weight, flow rate, and jet sizes (nominal size & count).
Case comparison. Perform two simultaneous calculations using Case 1 and Case 2 to compare different scenarios side by side.
Dynamic charting and summaries. Visualize results with interactive charts and view a summary of inputs and outputs for better analysis.
Unit conversion flexibility. Switch between metric and US customary units effortlessly. All input and output values automatically convert when toggling between units.
User-friendly interface. Navigate through three intuitive screens: Calculator, Chart, and Settings, designed for efficiency and accuracy.
Enhance your HDD operations with Inrock: Hydraulics Calculator. Developed by Inrock – over 30 years of HDD expertise. Engineered for precision, built for performance. Download on the App Store and Google Play now and streamline your drilling calculations!
Directional motors have been essential in horizontal directional drilling (HDD) for drilling pilot holes in rock. Over the years, motors have evolved significantly, now capable of handling much larger bit sizes. However, understanding motor limitations, especially regarding bend radius, is crucial for preventing damage and ensuring optimal performance.
Motor capabilities and key radius guidelines
Different motor sizes require specific minimum bend radii to avoid excessive stress:
5-in. and 6-3/4-in. motors: Minimum radius of 1,200 ft (0.75 degrees per 15-ft joint)
8-in. motors: Minimum radius of 2,000 ft (0.85 degrees per 30-ft joint)
Ignoring these limits leads to increased wear, costly repairs, or even catastrophic motor failures, such as broken threaded connections.
Optimizing motor performance
The effectiveness of a directional motor depends on mud flow—higher flow results in better horsepower, faster bit speeds, and overall efficiency. Additionally, choosing the right lobe configuration and power section based on the formation is key to maximizing rate of penetration (ROP) and motor performance.
Respecting motor limitations and optimizing key parameters such as mud flow and motor configuration are critical to improving performance and reducing risks in HDD projects.
A groundbreaking spirit Inrock has been a cornerstone of progress in HDD since its inception. The company has consistently pushed the boundaries of what’s possible, developing groundbreaking products and services that have revolutionized drilling techniques. Jim Agnew played a pivotal role in shaping this innovative spirit.
Building a culture of collaboration Brad Reinsel, U.S. Regional Director for Inrock, emphasizes the importance of Jim’s legacy: “Everything that we do today stems from the groundwork laid by Jim and other colleagues.” Jim fostered a company culture built on mutual respect and teamwork, recognizing that a strong, collaborative team is key to industry advancement. This philosophy extends beyond Inrock’s walls. Jim believes that the entire HDD industry benefits from knowledge sharing and collaboration. This spirit is a key driver of progress within the HDD sector.
Honoring the past, shaping the future Inrock remains deeply grateful for the foundation laid by Jim Agnew and his colleagues. The company’s employees honor this legacy by continuing to prioritize innovation, collaboration, and customer success. By focusing on shared knowledge, cutting-edge technology, and a commitment to value, Inrock is well-positioned to play a leading role in shaping the future of the HDD industry.
Listen to the podcast: To hear more about Jim Agnew’s story and Inrock’s innovative approach, listen to the full episode of the Underground Infrastructure Podcast.
Underground Infrastructure magazine and the Horizontal Directional Drilling Association, in conjunction with the HDD Reunion Organization, announced the HDD Hall of Fame Class of 2024. Included in this class are legendary names in the HDD industry.
One of the inductees is Jim Agnew. Jim has spent more than 30 years with Inrock, and he has been instrumental in teaching us all about mud motors and hole openers.
The formal recognition and awarding of the coveted HDD Hall of Fame granite obelisks will be held at a special ceremony during the renowned HDD Reunion celebration.
Around 400 national and international manufacturers, supply and disposal companies, construction and renovation companies, engineering offices, professional associations, service companies and software manufacturers present their latest developments and products at the exhibition center of the Weser-Ems-Hallen.
We will take part in this event showcasing Inrock outstanding products and solutions. At our booth we display our HDL Bits, XTR-W™ Rock Reamers and Paratrack Guidance tooling. We are looking forward to meeting you at the expo.
Visit us and meet our experts to discuss how we can help you to increase your productivity and make your business more sustainable with our products and solutions.
There are IADC codes (International Association of Drilling Contractors), soft, medium, and hard categories for each bit, sealed, non-sealed, roller, and friction bearings. The list goes on. What is a contractor to do when the success of the drilling operation is directly related to what is attached on the end of the drill pipe?
In an effort to simplify the process, we suggest a simple, systematic approach. This process involves a few simple steps:
Obtain geotechnical information. This part of the process is the most important. When done correctly, it will ensure proper tool selection and application through reaming.
On larger pipeline jobs, owners often supply contractors with accurate formation properties including rock compressive strengths. However, in many cases where detailed information is not provided, we suggest the following:
Perform a site survey. Sometimes actual geology is exposed from pre-existing road work, other construction, or through on-site pot holing.
Contact the relevant authorities for geology specific to a location.
Contact the relevant authorities for soil surveys in a specific area.
Contact local water well drillers.
Contact local construction companies.
Contact tooling suppliers/ manufacturers, they may provide information related to past experiences in specific areas.
Remember, you are interested in the geology that exists within 100 ft. (or less) of the surface. The more information you obtain the better equipped you’ll be to make the right choice.
High Finely Grained Granites, Trap Rock, Chert, Iron formations, Quartzite.
Bit Selection
Choose a bit within the category. Bit choices progress from softer to harder in descending order.
Choices listed within each category should produce cost-effective results. However, there can be overlap between hardness categories. The use of a downhole motor can influence bit choice. Blade and point attack type bits are commonly used without a downhole motor.
Compressive Strength
Hardness Range Soil & Rock Types
0 to 2,500 PSI / Low
Low Drag or Blade Type (duckbill, spade, etc.)
2,500 to 7,000 PSI
Point Attack, Shear Type (PDC) Milled Tooth & Aggressive TCI Roller Cone
7,000 to 15,000 PSI
Shear Type (PDC) Aggressive to Medium Formation TCI Roller Cone
15,000 to 25,000 PSI
Medium Formation TCI Roller Cone with Chisel or Round Top Inserts
25,000 PSI +
Hard Formation TCI Roller Cone with Domed Inserts
Optimize
Utilize and adjust the subsequent selection, if required:
Talk to suppliers and manufacturers of these products. They can provide recommended operating parameters and guidelines for optimal use.
Noting and identifying cuttings return characteristics, while drilling, can help in refining ongoing utilization and selection.
Other General Considerations
Rig operating limits can influence bit selection.
Torque requirements become greater in softer materials.
The weight on bit (WOB) requirements become greater in harder materials.
Sealed, friction bearing, roller cone bits are preferred for fluid applications. However, open bearing roller cone bits are used successfully on shorter bores of less than 200 feet.
TCI roller cone bits (TCI – tungsten carbide inserts) with round top shaped inserts will produce the slowest rate of penetration (ROP).
Maximum gage, shirttail, and leg protection will increase bearing life and drilling hours of the roller cone bit.
Your rig operating cost investment outweighs the cost of a drill bit. Choose a bit that produces the most cost-effective balance of ROP and total run time, as trip time is costly. Improved ROP means less drilling hours, and money saved.
Conventional “petroleum” roller cone bits are not always best suited for HDD. Certain bits, designed specifically for HDD, can prove to be more cost effective.
Re-run roller cone bits are “used bits”. No one can tell you “how used” they are. They are considered a risk and discarded by petroleum operators. Consider the investment in your bore and weigh the risks.
Overall, the situations were relatively similar. Both clients needed to complete an approximately 1600 ft bore with a final hole size of 24” in hard rock. The pilot hole was 8 ¾ for one and 9 7/8 for the other. The contractors used rigs ranging from 220K to 250K with maximum pump capacities of 300-350 GPM. Both contractors initially planned to execute the projects with two reaming passes.
Thoughtful Planning & On-site Support
Inrock first reviewed the bore including geotechnical information and bore profile. We also cross-checked the geotechnical information with our inhouse resources to verify the information provided. Based on this review, and respective contractor rig configurations, Inrock recommended a single reaming pass using a 24” 5 cone TCI rock reamer. We then customized the tools to maximize impact force and fluid velocity based on each client’s equipment configuration. Inrock was also on-site to assist with the startup of the tool and advise the contractors on optimum run parameters, since this was the first time either customer had attempted this pass strategy.
Saved Time and Money
The customers successfully completed both projects in one pass and used only one tool. Inrock estimated that this reduced the customer reaming time by 40-50%, and they only needed to purchase one tool for the project. Overall, this approach saved the customers a significant amount of time and money relative to a multiple reaming pass program.
Removing a pass or passes is often possible with careful review of the bore plan, geotechnical information and equipment configuration. Don’t hesitate to contact Inrock for assistance in planning your next HDD project. We will help you to evaluate reaming pass options and build custom tooling programs to maximize the profitability on your project.
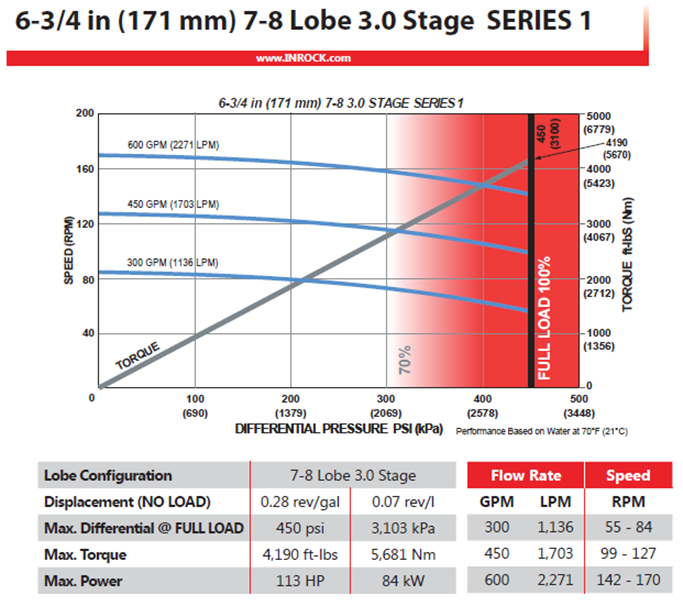
All mud motors have a flow range based on the power section. The motor will run most effectively on the upper end (70% to 85% of maximum flow capacity) of the power section. The motor specification sheet will provide the bit speed, rotary torque and differential pressure based on the flow rates of the power section:
The motor produces higher bit speeds, higher rotary torque and allows for higher differential pressures on the upper end of the power section. The higher rotary torque and higher bit speeds will help maximize rates of penetration and keep the motor from stalling out. If flow rates are too low, the motor produces lower bit speeds, less rotary torque and less differential pressure allowing the motor to stall out easily.
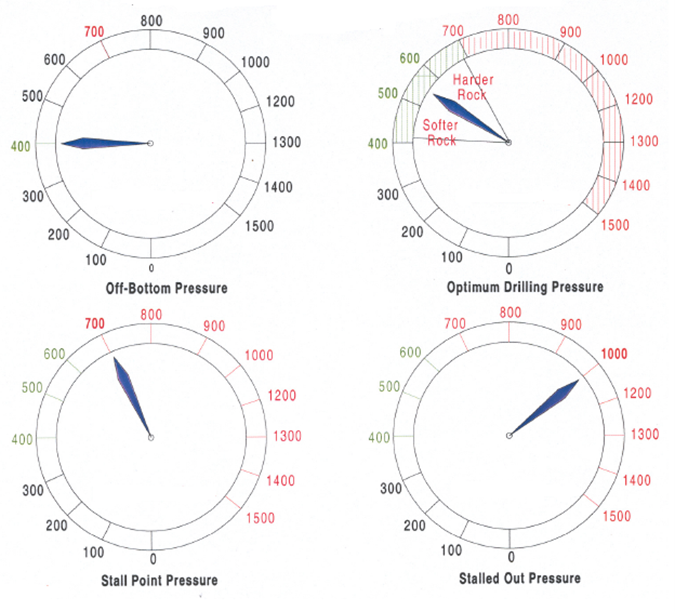
Mud pressures should be monitored on the rig’s mud pressure gauge:
Off-bottom Pressure
The pressure registered on the mud pressure gauge when the mud pump in engaged.
The pump should be working at the speed that will be used to drill the formation.
Check the off-bottom pressure periodically as it will increase as more drill pipe is added to the drill string.
Stall Point Pressure
The exact point on the mud pressure gauge that the motor becomes overpowered.
which causes the drill bit and internal movement of the power section to stop working.
Stalled Out Pressure
An immediate jump of 300 PSI or more after reaching the stall point.
Pull the motor off-bottom immediately to prevent motor damage. The mud pressure will then fall to the off-bottom mud pressure point.
Optimum Drilling Pressure
The point that allows for maximum rate of penetration while working the motor at the easiest differential pressure.
The optimum drilling point will depend on rock type, rock hardness, volume requirements of the motor and hydraulic horsepower of the mud coming out of the nozzles in the drill bit.
The mud motor runs most effectively and maximizes rates of penetration just below the stall point.
This is why Inrock focuses on the concept of Cone Revolutions. Bearing performance is typically the key driver to the life of a roller cone cutting segment. Whether that be a roller ball roller bearing or a friction bearing, they are both machines containing moving parts that have a finite life. A bearing will only rotate around a journal so many times before parts wear and finally fail. The number of times these parts rotate before failure is the concept of Cone Revolutions.
The number of Cone Revolutions a cutting segment should last is a number that can be provided by the manufacturer. The number of Cone Revolutions of course depends on certain assumptions relating to proper operation of the tool, but the number is critical to understand when approaching a project. This number can be used to build an HDD reaming program and evaluate tool performance. However, in order to use this number during drilling operations, the driller must also know how to calculate Cone Revolutions.
Fortunately, the math is relatively simple. The general equation to determine Cone Revolutions is as follows:
Cone Revolutions = Cutter Ratio x Drill Pipe RPM x Joint Duration (minutes) where
Cutter Ratio = Reamer Diameter divided by Segment Diameter [note: segment diameter is the actual diameter of the segment, not the diameter of a tricone bit equivalent]
Drill Pipe RPM = the revolutions per minute (RPM) of the drill pipe for the duration of a joint
Joint Duration = the length of time to drill the joint in minutes
For example, if you are using a 30” reamer which is using cutter segments that are 12.1” in Diameter, the Cutter Ratio is 2.47. If you turn the drill pipe at 30 RPM and it takes 60 minutes to drill the joint, the cutter will have experienced 4,446 Cone Revolutions during that joint.
Now if you are using the same 12.1” diameter cutter on a 42” reamer, rotating the drill pipe at 30 RPM for 60 minutes, the number of Cone Revolutions is 6,246 a 40% increase vs the 30” reamer. This is because the cutter ratio is now 3.47 vs. 2.47.
However, recall that the number of Cone Revolutions a cutter will last is generally fixed. So, with everything else being equal, a 48” reamer will experience “less life” than a 30” reamer simply because the cones are turning faster at the larger tool diameter. The concept of Cone Revolutions is critical to planning a successful HDD reaming program. To learn more, please contact your sales representative at Inrock.
An un-centralized reamer poses a risk in your HDD operations. Without centralization, a hole opener will violently bounce from side to side of the bore. This movement puts tremendous impact force on the tool which can lead to premature damage or weakening of various components. The tool body will sustain high impact forces, which weakens both the steel and the weld integrity over time, potentially leading to body failure.
In addition, the slamming of the reamer into the bore will keep the cutters from being evenly and properly loaded, which leads to premature failure. Common side effects include broken inserts, worn or broken milled tooth teeth and early bearing or seal failures. The best possible outcome of improper centralization is that drilling rate of penetration and reamer life will be dramatically reduced. The worst possible outcome of improper centralization could be catastrophic tool failure, resulting in leaving parts downhole and potential loss of the hole. The good news is that centralization is relatively easy to implement and generally one of the least costly components of the bottom hole assembly. Centralization can take the form of a separate tool or be built into the reamer itself. Generally, centralization should be 1.5” to 2” under the gauge of the reamer. There are many ways to build a centralization plan and contractors should consult their tooling partners to develop an optimal strategy. Overall, centralization is critical to achieving maximum life out of HDD reamers as well as ensuring proper bore hole geometry.
We use cookies that make the web page easier to use. Read more